✔ Competitive Pricing ✔ Quality Service ✔ Extensive Stock ✔ Experienced Staff




 01726 828 388
01726 828 388


Routing Different Materials
A Guide to Routing Various Materials
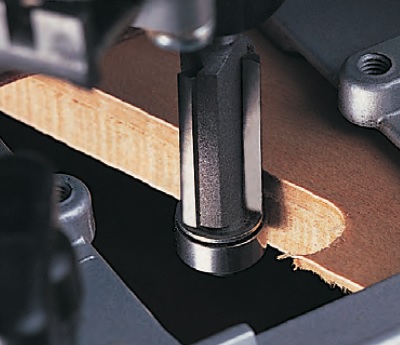
Softwood
Softwoods tend to be more difficult to work with a router and require the cutters to be in tip top condition. Because these timbers are relatively soft, it is also tempting to feed the router too quickly which causes feathering, or leaves the edges of the cut fuzzy. What’s more, softwood tends to be full of resin which can build up on the cutters and bearings, causing marking or burning. You cannot beat hard earned experience in assessing how a particular piece will work, so experiment with different cutter and feed speeds, as well as varying the depth and direction of cut. See 'Preparing the Material' for more guidance.

Hardwood
Hardwoods tend to cut more cleanly than softwoods, even if the cutter is not as sharp as it should be. The moisture content of the timber has a bearing on cutting performance as well. You will get nice clean shavings off a piece of air-dried material, whereas kiln-dried stock will probably be more dusty. Some hardwoods contain ingrown deposits of gritty minerals that wreak havoc even on TCT cutters. However, on hardwoods the differences between side and end grain is less marked and you will probably get a more uniform finish with less scorching.

MDF
MDF is a wonderfully consistent material to rout provided you take suitable precautions with the dust. Sharp TCT cutters will leave a really clean finish but they will need much more frequent re-sharpening than on timber as MDF is very abrasive.

Plywood
Plywood has a destructive effect on cutters, particularly if you make long cuts, the alternating layers of side and end grain will actually wear grooves even on TCT cutters. So keep varying the depth of the cutter to spread the load if you have to use plywood, but also be prepared for regular cutter replacement.

Chipboard
Chipboard is an easily routed material but it does have a similar blunting effect like MDF, as it often contains tiny particles of metal and soil which spark when you hit them. Routing intricate profiles in chipboard is virtually impossible and this material has more or less been superseded by MDF. Faced chipboard though, is still very popular and the thin laminates on this are very difficult to cut cleanly using a saw. However, cutting it to the final size using a router will leave a perfect finish on both faces.

Plastics


Solid Surface


Laminates and Veneers
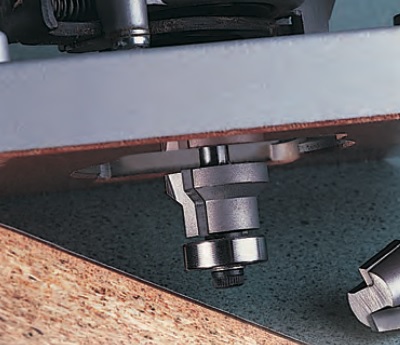
However, with its fast revolving cutter, the router will leave a clean cut edge that requires no further attention. The secret is not to try and trim off too much in one pass; as a general rule never leave more than 3mm of overhang to trim back. With real wood veneer, a better result is obtained using a down cut spiral cutter that prevents the surface lifting. A large range of dedicated cutters are available that will trim laminate or veneer flush to an edge. These vary from very simple straight cutters that require the use of a side-fence, self guiding cutters or combination trimmers.

Double trimmers designed for professional use allow you to cut both faces at once, either finishing the laminate flush or with a chamfered edge. For heavy duty use, it is worth considering using a cutter with replaceable blades, as they are usually made from a longer lasting grade of tungsten carbide. For trimming back to an internal profile, a ‘pierce and trim’ cutter is ideal as this cuts the laminate back to the aperture. For instance when you are laminating over a sink opening. Their small diameter allows you to work right into a tight corner. Once again, double trim versions are also available to trim the two faces simultaneously.

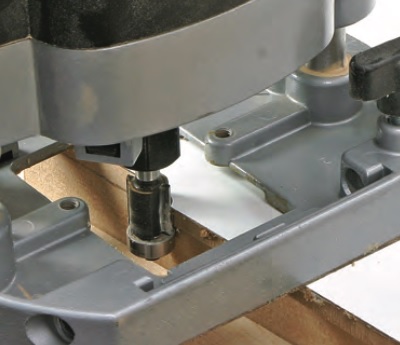
Flat bottomed trimming cutters with 3 cutting edges are designed for flushing off hardwood lippings or plastic edging. They have bevelled corners to prevent scoring and leave a super-fine finish. For perfect results these need to be used with a fine depth adjuster on the router, and you will also need to lift the router base slightly with a stepped sub-base jig to provide enough clearance over the upstanding edge.

If you need to trim laminates on a regular basis there is scaled down router available for just this purpose. It will take most of the smaller cutters as well as a roller guide for curved work. The main advantage over a standard router being that it is lighter and easier to handle.

Once the lippings have been trimmed flush with the top, the faces can be covered. Cut the laminate big enough to leave a 3mm overhang all round. Any glue squeezing out needs to be removed promptly as it can interfere with the cutter and clog it, particularly the bearing guided type. When the glue is properly dry, use a straight or angled trimmer to cut back the excess and leave a neat and professional looking edge. To minimise the risk of marring the edge when trimming back the top, make sure the bearings are in good condition, or if you are using an integral pilot guided bit, use wax or Vaseline as a lubricant. Sometimes it is necessary to butt joint two pieces of laminate together if there is a large area to cover. The only sure way to make the two edges mate up perfectly, is to overlap them slightly and then cut through both simultaneously using the router guided with a straightedge.
Set a small diameter straight TCT bit so that it just cuts through into the supporting material. Any slight deviations will be mirrored on each edge and the fit should be perfect. Laminate is an extremely abrasive material, even for TCT cutters and will soon wear the cutting edges. To maximise the cutter life always limit the amount of overhang for trimming back to about 3mm. Just a small increase on this will raise the cutter wear by as much as 400%. Also, vary the depth of cut to spread the wear along the whole cutting edge rather than concentrating it in one spot.
Metals


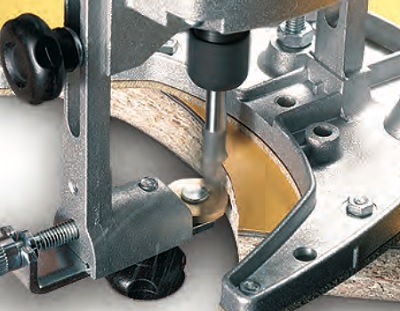
Fibreglass (GRP)
Fibreglass (GRP) is another material that can be worked with a router, the normal application being to trim off the ‘flash’ around the edge of mouldings. As this material is effectively just strands of glass, it is highly abrasive and special solid tungsten coarse cut rasps are used in preference to conventional cutters. The coarseness of the burr does vary and they are available with end cut and bearing guides for template work. Others are suitable for carving and grinding work in a variety of materials, but all must be used at the recommended speeds, which can vary between 10-30,000 rpm.

We stock a wide range of high quality Routers from top brands such as Trend, Festool, Mafell, Metabo and more.
Find our full range of router cutters here, from top brands such as Trend and CMT.




